专业的桩基桥梁声测管、隧道注浆管、注浆钢花管的生产厂家
全国销售电话
13931788332
声测管加工的工序
时间: 2020-05-31 14:43 浏览次数:

在加工声测管的工序中的6项焊接指标 1.热锲焊机焊接工序分为:声测管调节压力 设定温度设定速度焊缝搭接检查装膜入机启动马达加压焊接。 2.接缝处不得有油污、灰尘,声测管的搭
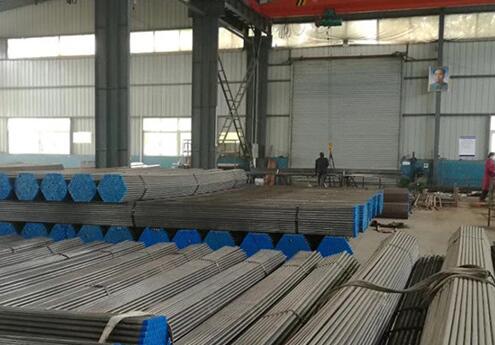
在加工声测管的工序中的6项焊接指标
1.热锲焊机焊接工序分为:声测管调节压力 设定温度设定速度焊缝搭接检查装膜入机启动马达加压焊接。
2.接缝处不得有油污、灰尘,声测管的搭接段面不应夹有泥沙等杂物,当有杂物时必须在焊接前清理干净。
3.每天焊接开始时,必须在现场先试焊一条0.9mm×0.3mm的试样,搭接宽度不小于10cm,并用拉力机现场进行剥离和剪切试验,试样合格后,便可用当时调整好的速度、压力、温度进行正是焊接。试样上需标明日期、时刻、环境温度。热锲焊机在焊接过程中,需随时注意焊机的运行情况,要根据现场的实际情况对速度和温度进行微调。
4.焊缝要求整齐、美观、不得有滑焊、跳走现象。
5.在遇上声测管长度不够时,需要长向拼接声测管,应先把横向焊缝焊好,再焊纵缝,横向焊缝相距大于50cm应成T字型,不得十字交叉。
6.相邻声测管焊缝应尽量错缝搭接,膜块间形成的结点,应为T字型,尽量减少十字型,纵模向焊缝交点处应用挤压焊机加强。防渗膜。
上一篇:厂区实景拍摄
下一篇:声测管库存储存对方正确操作